
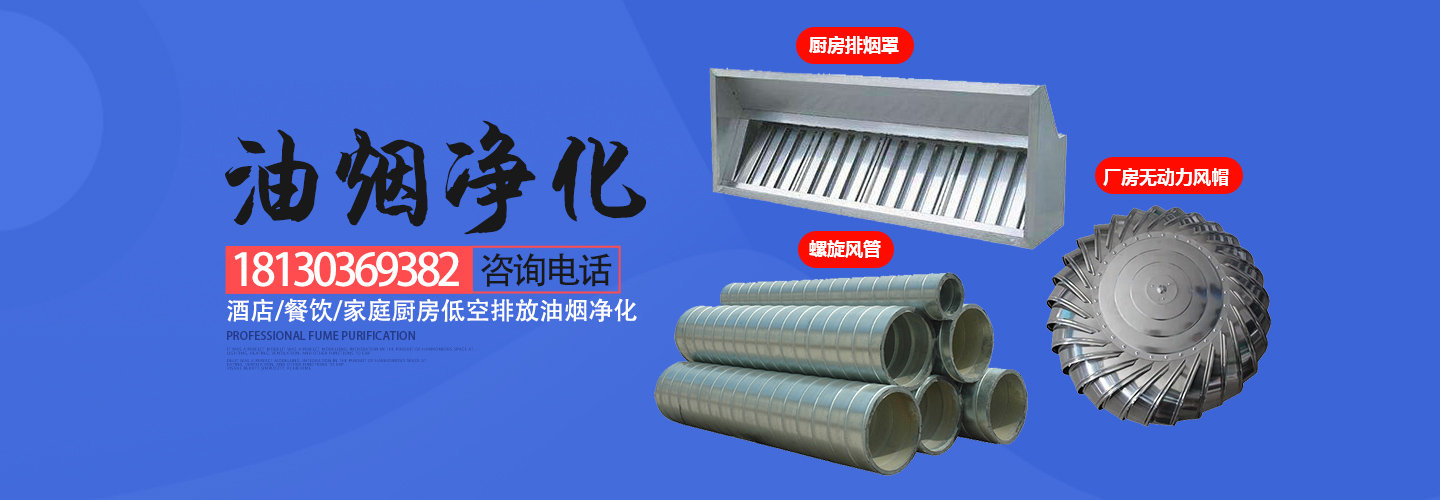


使(shǐ)用鐵皮螺旋管的用戶越來越多,為了大家更好的操作,接下來小編整理(lǐ)了鐵皮螺旋管的生產工藝。
鐵皮螺旋管的原材料即(jí)帶(dài)鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗;帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管後采用自(zì)動埋弧焊(hàn)補焊;成型(xíng)前,帶鋼經過(guò)矯平、剪邊、刨(páo)邊,表(biǎo)麵清理輸送和予彎邊處理;采用電接點(diǎn)壓力表控(kòng)製輸送機兩邊壓下油缸的(de)壓力,確保了帶鋼的(de)平穩(wěn)輸送;采用外控或內控輥式成型;采用焊縫間隙控製裝置來保證焊縫間(jiān)隙滿足焊接要求,管徑(jìng),錯邊量和焊(hàn)縫間隙(xì)都得(dé)到嚴(yán)格(gé)的控製;內焊和外焊均采用電焊機進(jìn)行單絲或雙絲埋弧焊接,從而獲得穩(wěn)定的焊接規範;焊完的焊縫均經過在線連續超聲波自動傷儀檢查,保證(zhèng)了螺(luó)旋焊縫的無損檢測覆蓋率。若(ruò)有缺陷,自(zì)動報警並噴塗標記,生產工(gōng)人依(yī)此隨時調整工藝參(cān)數(shù),及時(shí)消除(chú)缺陷;采用空(kōng)氣等離子切割機將鋼管切成單根;切成單根(gēn)鋼(gāng)管後,每批鋼管都要進行嚴格(gé)的首(shǒu)檢(jiǎn)製度,檢查焊縫的力學性能,化學成(chéng)份,溶合(hé)狀況,鋼管表麵質量以及經過(guò)無損探傷檢驗,確保(bǎo)製(zhì)管(guǎn)工藝(yì)合格後,才能正式投入生(shēng)產;焊縫上有連續聲波探傷標記的部位,經(jīng)過手動超聲波和X射線複查,如確有缺陷,經過修補後,再次經過無損檢驗,直到確認缺陷已(yǐ)經(jīng)消除;帶鋼(gāng)對焊焊縫及與(yǔ)螺旋焊縫相交的丁型接頭(tóu)的所(suǒ)在管,全部經過X射線電視或拍片檢查;每(měi)根鋼管經過靜水壓試驗,壓力采用徑向密封。試驗壓力和時間都由鋼管水(shuǐ)壓微機檢測裝置嚴(yán)格控製。試驗(yàn)參數自動打印記錄;管端機械加工,使(shǐ)端麵垂直(zhí)度,坡口角和鈍邊得到準確控製。
了解完生(shēng)產工藝,相信大(dà)家在使用鐵皮螺旋管的過程中(zhōng)會更順手。







螺旋風管,如(rú)果被腐(fǔ)蝕了,原因是什麽?又會有什麽損失?為了處理這些問題,下麵就對這項技術進行詳細的剖析和講解,使咱們能夠(gòu)清楚地了解訓練(liàn)和學會把握,使咱們能夠牢牢地把握這類內容,使咱們能夠了解許多,把(bǎ)握好它和通風管(guǎn)道的使用。
通(tōng)風風管(guǎn)呈現浸蝕狀況,其詳細的表層,一般來講重要有下述這類,為:
主(zhǔ)要體現一:通(tōng)風風管表層呈現一些缺陷難點,比方擦毛、髒汙等。
表層二:在電焊焊接表層,其色彩是呈黑灰色的,或者(zhě)是有黃點或黑斑。
表層三:通風風管的一部分呈現鏽(xiù)蝕。
螺旋風管在通風設備中起到的作用是很大的。眾所周知,水麵艦船機艙通風的主要任務是:提供燃燒設備必(bì)需的燃燒空氣量、帶走設(shè)備的散熱量和為機艙(cāng)內作業人員發(fā)明適宜的環(huán)境條件…由於艦船機艙空間狹隘,發熱設備很多(duō),因而,機艙(cāng)的單位容積產熱率非常大,一般每小(xiǎo)時可達700~800kcal/m.為到達以上機艙通(tōng)風(fēng)目的,無論是根據(jù)(IS088611998)仍是我國“艦船通用(yòng)規範”(GJB4000-2000)中規定的機艙通風量計算(suàn)辦法,得出(chū)的機艙通風總量都(dōu)是一個大數值(zhí)。螺旋風管依照慣例規劃,如此大的通風總量一般(bān)都要通過大尺寸的矩形風管送至艦船機艙內各處所,因而整個機艙通風體係總是龐大而雜(zá)亂。

您好,歡迎蒞臨蕪湖蜜桃视频com.www,歡迎谘詢...
 觸屏版二維碼 |





